Poniżej zamieszczono porady wskazujące kilka rozwiązań umożliwiających poprawę jakości cięcia. Należy koniecznie wypróbować te zalecenia, ponieważ na jakość cięcia ma często wpływ wiele różnych czynników.
- Typ maszyny (np. stół X-Y, przebijarka, robot)
- System cięcia plazmowego (np. system plazmy powietrznej, plazma tlenowa, plazma wysokiej rozdzielczości)
- Urządzenie sterowania ruchem (np. maszyna CNC i kontroler wysokości palnika)
- Zmienne procesu (np. szybkość cięcia, wysokość cięcia, dobrane materiały eksploatacyjne)
- Zmienne zewnętrzne (np. zmienne właściwości materiału, czystość gazu, doświadczenie operatora)
Przy próbach poprawy wyglądu cięcia należy koniecznie wziąć pod uwagę wszystkie wymienione czynniki.
Etap 1: Czy łuk plazmowy wykonuje cięcie w odpowiednim kierunku?
Kąt cięcia najbardziej zbliżony do kąta prostego zawsze znajduje się na prawo względem kierunku ruchu palnika przesuwanego w przód.
- Sprawdź kierunek cięcia.
- Zmień kierunek cięcia, jeśli to konieczne.
W przypadku standardowych materiałów eksploatacyjnych łuk plazmowy zwykle wiruje zgodnie z ruchem wskazówek zegara.
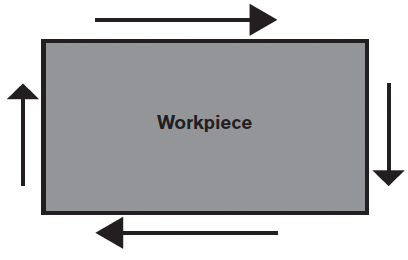
Kontur:
- Palnik przesuwa się zgodnie z ruchem wskazówek zegara
- Lepsza strona cięcia znajduje się po prawej stronie palnika przesuwanego do przodu.
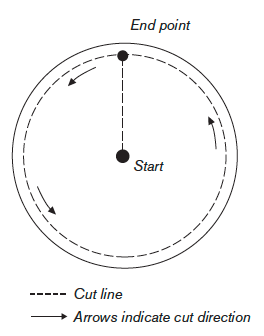
Element wewnętrzny (otwór):
- Palnik przesuwa się przeciwnie do ruchu wskazówek zegara
- Lepsza strona cięcia znajduje się po prawej stronie palnika przesuwanego do przodu.
Płyta z wewnętrznym otworem
Etap 2: Czy wybrany proces jest odpowiedni do typu i grubości ciętego materiału?
Informacje te są dostępne w wykresach cięcia przedstawionych w rozdziale Działanie w Podręczniku Hypertherm.
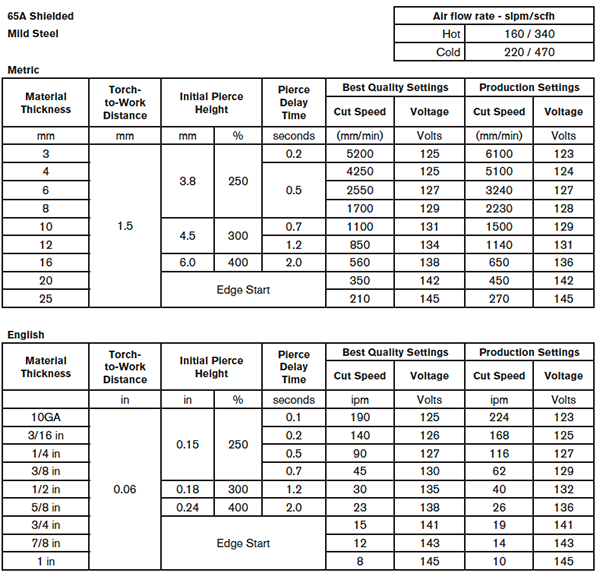
Upewnić się, czy jest przestrzegana specyfikacja z wykresu cięcia:
- Wybierz parametry procesu odpowiednie do:
- typu materiału
- grubości materiału
- wymaganej jakości cięcia
- wymaganej produktywności
- Wybierz odpowiednią plazmę i gaz osłonowy.
- Wybierz odpowiednie parametry:
- ciśnienie gazu (lub szybkość przepływu)
- robocze odsunięcie palnika i napięcie łuku
- szybkość cięcia
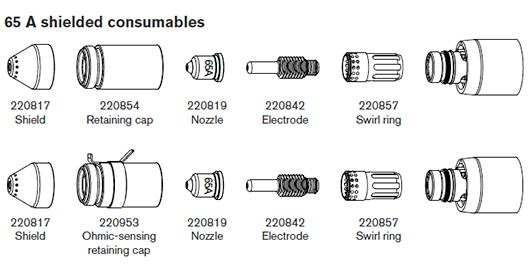
- Sprawdź, czy są używane odpowiednie materiały eksploatacyjne (zweryfikuj numery części)
Uwaga: Zasadniczo procesy z niższym natężeniem prądu zapewniają zwykle lepszą kątowość i wykończenie powierzchni, jednak mniejszą szybkość cięcia i większą ilość żużlu.
Etap 3: Czy materiały eksploatacyjne nie są zużyte?
- Sprawdź materiały eksploatacyjne pod kątem zużycia.
- Wymień zużyte materiały eksploatacyjne.
- Zawsze jednocześnie wymieniaj dyszę i elektrodę.
- Unikaj nadmiernego smarowania pierścieni uszczelniających
Uwaga: Aby uzyskać maksymalną wydajność cięcia, należy używać oryginalnych materiałów eksploatacyjnych firmy Hypertherm.
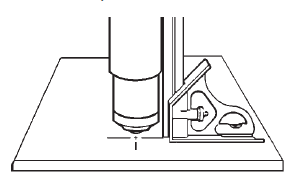
Etap 4: Czy palnik jest ustawiony prostopadle do elementu obrabianego?
- Wypoziomuj element obrabiany.
- Ustaw palnik prostopadle do elementu obrabianego (zarówno od przodu, jak i z boku palnika).
Uwaga: Należy sprawdzić, czy materiał nie jest zagięty ani zawinięty. W skrajnych przypadkach usterek tego typu nie można skorygować.
Czynność 5: Czy ustawiono prawidłową wysokość roboczego odsunięcia palnika?
- Ustaw prawidłowe robocze odsunięcie palnika.
- W przypadku korzystania z funkcji kontroli napięcia łuku ustaw prawidłowe napięcie.
Uwaga: Wraz ze stopniowym zużywaniem się materiałów eksploatacyjnych należy stale regulować ustawienia napięcia łuku, zachowując prawidłowe robocze odsunięcie palnika.
Robocze odsunięcie palnika może wpływać na kątowość
Ujemny kąt cięcia: palnik za nisko, należy zwiększyć robocze odsunięcie palnika
Dodatni kąt cięcia: palnik za wysoko, należy zmniejszyć robocze odsunięcie palnika
Uwaga: Nieznaczne zmiany kątów cięcia są normalne, jeśli tylko mieszczą się w zakresie tolerancji.
Czynność 6: Czy szybkość cięcia nie jest zbyt duża lub zbyt mała?
- W razie potrzeby zmień szybkość cięcia.
Uwaga: Zadana szybkość cięcia może również wpływać na ilość powstającego żużlu.
Żużel szybkobieżny: Zbyt duża szybkość cięcia (łuk pozostaje z tyłu i tworzy „smugi”); należy zmniejszyć prędkość cięcia.
Żużel wolnobieżny: Zbyt mała prędkość cięcia (łuk wysuwa się do przodu i tworzy „progi”); należy zwiększyć szybkość cięcia.
Opryskana górna część: Zbyt duża szybkość cięcia; należy ją zmniejszyć.
Uwaga: Oprócz szybkości, na ilość powstającego żużlu ma wpływ zarówno skład chemiczny materiału, jak i wykończenie powierzchni; w trakcie nagrzewania się elementu obrabianego w wyniku cięcia może tworzyć się coraz więcej żużlu.
Czynność 7: Czy występują problemy z systemem dostarczania gazu?
- Zlokalizuj i napraw wszystkie wycieki i zatkania.
- Używaj odpowiedniej wielkości regulatorów oraz linii gazu.
- Używaj czystego gazu wysokiej jakości.
- Jeśli jest wymagane ręczne płukanie, na przykład w systemie MAX200, potwierdź zakończenie cyklu płukania.
- Skonsultuj się z dystrybutorem gazu.
Czynność 8: Czy występują wibracje palnika?
- Upewnij się, że palnik jest dobrze przymocowany do portalu stołu.
- Skonsultuj się z producentem oryginalnego wyposażenia (OEM), gdyż stół może wymagać konserwacji.
Czynność 9: Czy stół wymaga regulacji?
- Sprawdź i upewnij się, czy cięcie na stole przebiega z zadaną szybkością.
- Skonsultuj się z producentem oryginalnego wyposażenia (OEM), gdyż szybkość stołu może wymagać regulacji.