1,2mm x 5,0kg szpule D200
1,2mm x 12,5kg szpule D300
1,2mm x 250kg beczki fi51cm
Dopuszczenie:
DNV, LR, ABS, GL, CWB, DB,TÜV, CE


AWS A5.20 E71T-9M-J / AWS A5.36 E71T9-M21A4-CS1 EN ISO 17632-A: T 46 4 ZMnNi P M21 1 H5 EN ISO 9606-1: FM1
Drut rdzeniowy do spawania stali niskowęglowych o wymaganiach temperatury badania w -40 °C.
1,2mm x 5,0kg szpule D200
1,2mm x 12,5kg szpule D300
1,2mm x 250kg beczki fi51cm
DNV, LR, ABS, GL, CWB, DB,TÜV, CE
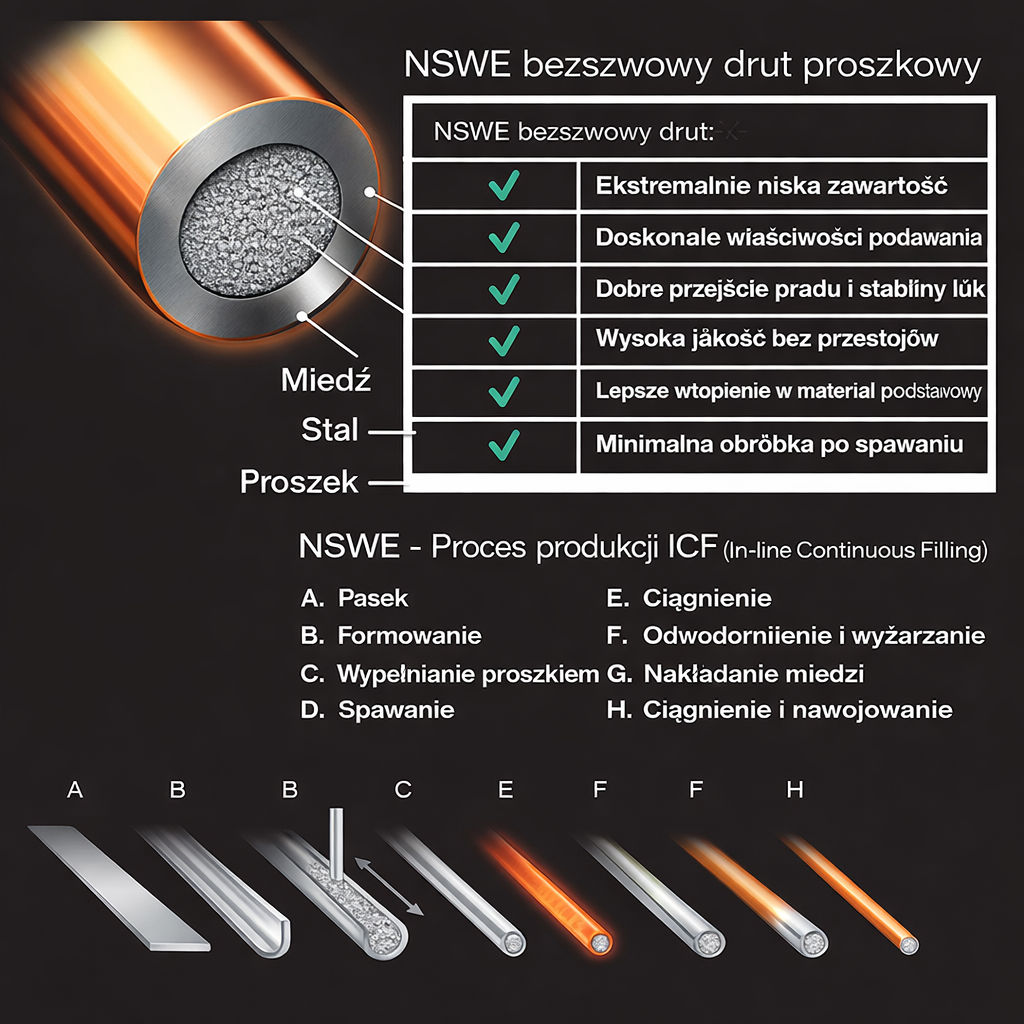
SF-3A jest drutem proszkowym rutylowym bezszwowym przeznaczony do spawania konstrukcji stalowych o wymaganiach temperatury badania udarności w temp -40 °C . Zalecany również w konstrukcjach okrętowych dla gatunków stali, gdzie stawiane sa takie wymagania.
Gazem oslonowym dla tego drutu jest mieszanka Argon/CO2 . Drut charakteryzuje się bardzo dobrymi własnościami spawalniczymi, stabilnym łukiem, minimalną ilością odprysków, znakomita powierzchna lica po spawaniu i wtopieniem w materiał rodzimy.. Zawartość wodoru dyfundującego w stopiwie jest bardzo niskie i wynosi zazwyczaj ?2.8 ml/100g.
Emisja dymów spawalniczych jest bardzo niska a dobre efekty spawania uzyskujemy we wszystkich pozycjach spawania. Powierzchnia drutu SF 3 A jest gładka, pomiedziowana czysta o stałym i równym kształcie. Daje to efekt stałego precyzyjnego podawania drutu z podajnika. Zalecany wolny wylot drutu to 15-25mm w zależności od nastaw parametrów spawalniczych.
Napięcie powinno być ustawiane ok 10% natężenia prądu i ok 1-3 Volty mniej jak druty zwijane.
Uzysk drutu ( średnia wartość ):90%.
| Pozycje spawalnicze | Biegunowość | Rodz. Gazu / Przepływ |
|---|---|---|
 |
DC+ | Ar+18-25% CO2 18-25 l/min. |
| C | Si | MN | P | S | CU | Ni |
|---|---|---|---|---|---|---|
| 0.05 | 0.50 | 1.50 | 0.010 | 0.006 | 0.30 | 0.35 |
Zawartośc wodoru dyfudującego (ml/100g):
?5 ml/100g (zazwyczaj 2,8 ml/100g ).
Typowe własności mechaniczne stopiwa:
Praca łamania: